

Laphroiag distillery on Islay. A group of international whisky tourists, an important source of revenue for malt distilleries in Scotland, is being shown around. The pagoda chimney is a common feature.
There is a good deal of science, and art, associated with single malt Scotch whisky (there’s no “e” in whisky in Scotland). Many of us know bits and pieces about it and how it’s made. But there may be readers, who, like me, are fans but also interested to learn more. So at the risk of increasing its global popularity even more, and thereby possibly its prices, I’ve looked into some of its characteristics, and here’s my paean to the malt.
Background
Whisk(e)y is made in many countries of the world, and in various ways. Ireland, Scotland, the United States, Canada . . . All have their characteristic whiskies. This piece is about the tipple called single malt Scotch whisky, which is to say, whisky made in Scotland by certain well-defined rules. There is much relevant information in a book describing international whiskies, including Scotch, and how they are made (1). Another book, originally published in 1951, is an anecdote-filled history of some of the most famous Scotch distilleries, by an old raconteur who was familialy knowledgeable with that history (2). A detailed description of many of the steps in production of malt whisky can be found on the Internet here and here
Not all whisky made in Scotland is malt, and similar whiskies are made in many countries, but to be called single malt Scotch, it must be made in Scotland, and in keeping with certain rules, which will be explored.
Before 1823, moonshiners in Scotland, like those in Appalachia who came later, were adept at avoiding the government revenue men. They posted observers to spot them coming, flew red flags to signify their approach, and travelled fast over the braes and through the bracken to deliver the illegal goods. The goods they delivered were more like Appalachian moonshine than today’s whiskies; raw and un-aged, often spiced or with fruit flavouring added, and reeking of the peat smoke used to dry the malt.
In 1823, the world of Scotch whisky changed, when the British government decided, if they couldn’t beat them, it would ask them to join: whisky production was deemed legal, as long as you paid a tax proportional to the alcohol content (the term of art is Alcohol By Volume, ABV). An excise officer, or “gauger”, had the job of stopping illegal trade, and of determining the alcohol output of legal distillers.
The definition of Scotch whisky has a confusing history. A Royal Commission, no less, decided early in the 20th century that a whisky made from grains other than barley could be labeled Scotch whisky, to the delight of distillers who used rye, wheat, or corn. (All whiskies in Scotland contain some malted barley, as it is the source of enzymes that digest the major grain.) These “grain whiskies” are easier and faster to produce, and are not subject to the rules about single malt Scotch whisky. But the label must indicate the contents, and the “Scotch Whisky Regulations” of 2009 define the following kinds of whisky:
– blended Scotch, a mix of malt whisky and grain whisky
– single grain whisky, which means it’s only grain whisky, not that it’s only one grain
– blended malt whisky, which is a blending of malts from more than one distillery
– single malt, which is a blend of malt whiskies from the same distillery
– single cask, malt whisky from a single cask
The rest of this piece is about single malt Scotch whisky.
The ingredients
Like the classic bread of France, malt whisky contains very few ingredients: only water, barley, and yeast. (To get bread, replace barley with wheat, add a bit of salt, and subtract three years plus a day. The three years and a day is the minimal barrel ageing required to call a whisky Scotch.) Peat makes a contribution to some malt. Interestingly, a caramel colouring called E150A can be added to improve the look of the final product.
The ingredients may be simple and essentially identical between producers, but the process of going from kernels of barley to a slow-sipping single malt is a long and winding road, which is different for each of the 122 single malt distillers in Scotland, as are their products.
The alcohol in malt whisky, as in other whiskies, is the result of fermentation: enzymes break down the starch in grain, and yeast converts the resulting carbohydrates into ethanol, other alcohols and related molecules (“congeners”), and CO2. In doing this, the yeast is simply staying alive. It needs a source of energy, and the carbohydrates released from barley provide a good one.
Step One: Malting
The first step in processing the barley is called malting, a word related to the sugar maltose, which is a disaccharide liberated from starch during malting. Starch is a giant polymer consisting entirely of glucose residues linked one to the next by specific chemical bonds. There are two kinds of starch molecules, one of which is branched, one not. A short segment of the unbranched structure (α-amylose) is shown below.
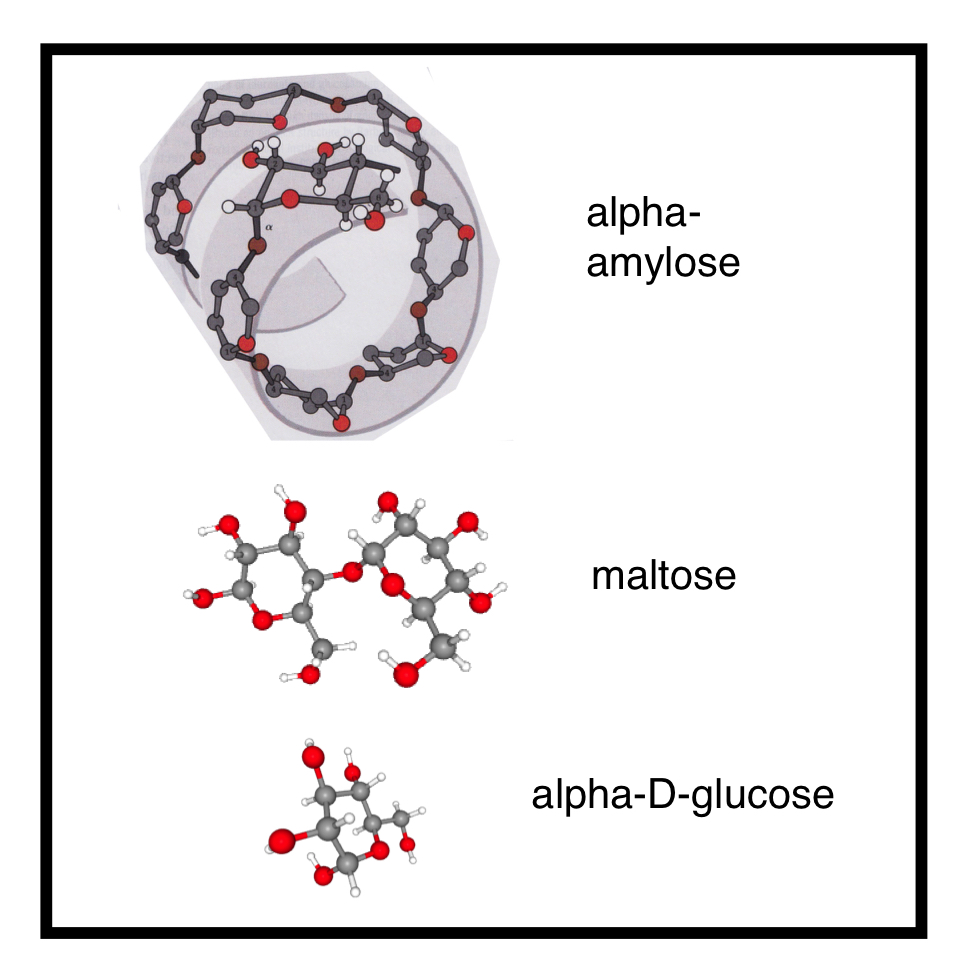
Structures of amylose, maltose, and glucose. Amylose (linear starch) spontaneously curls into a left-handed helix, as shown. The intact amylose (shown at a smaller scale than maltose and glucose) comprises thousands of glucose residues, linked together through oxygen bonds. Maltose, the disaccharide, comprises two glucose residues, linked by the same oxygen bond. Glucose, as free glucose or in the starch and maltose, spontaneously forms a 6-membered ring, in which one apex is oxygen. Where shown, black balls are carbon, red oxygen, white hydrogen. Most of the hydrogen and oxygen residues in amylose have been omitted for simplicity. Amylose structure is by Irving Geis.
The α-amylose is the food the barley has synthesized and stored as it grew in the sun, so that next spring it can feed a baby plant. To access the sugars in starch during malting, the barley is fooled into germinating by a simple process: soak in warm water, partially air dry, repeat twice more. The warmth and the wetness make the barley germ (the little kernel that contains the DNA instructions for the next generation) think it’s spring, and germination begins. A baby plant is launched, and the kernel is opened up by the actions of enzymes that break down protein and starch. The enzymes released during this “steeping” will continue to act during the next stage, mashing. One of the conditions to be fulfilled for a whisky to be called Scotch is that only enzymes released from the germinating barley itself can be used. No additives.
Enzymatic degradation of starch during malting produces maltose (the reason for the term malting) and glucose. Maltose contains two joined glucose residues.
Glucose is one of the “simple sugars”. Its chemical formula is C6{H2O}6 — hence the French “hydrate de carbone”, carbohydrate.
The germinated barley is dried by spreading it on a platform and passing warm air over it. It’s at this stage that peat comes into it, or doesn’t. Different distilleries blow different amounts of smoke generated by burning peat over the drying malt. The densely-distilleried isle of Islay (EYE-la) is famous for its peaty malts, including Laphroiag, Lagavulin (laga-VU-lin), Bowmore (bow-MORE) and 5 others, packed into an area of about 600 square kilometers, with just over 3,000 people and, it would appear, about a million sheep. (There’s a comprehensive pronunciation guide on the Internet.)
In addition to distilleries of Scotch whisky, Islay is rich in peat bogs, and cutters dig peat turves and turn them to dry in the (occasional) sun. Other distillers use various amounts of peat, including some of the most famous labels that use none. There’s a myth that the percolation of the water through peat bog can pick up a peaty flavour and impart it to the finished whisky. Known experts say this isn’t so. Peaty flavour comes only through exposure of the malt to cool peat smoke on the drying floor.
Today, most malting is done outside the distilleries, by enterprises that carry it out on a commercial scale to its customers’ specifications. Distilleries often have a vestige of a malting facility to show the increasingly large numbers of whisky tourists. The dried malt, consisting of barley hulls, starch, maltose, glucose, and residue, as well as the enzymes released during malting, is ground into grist, and delivered by large trucks to the distillery.
Mashing and fermentation
The next stage is the further conversion of starch and sugars in the malt to a mixture of glucose, maltose, and other water-soluble carbohydrates by enzymes liberated during malting. This conversion takes place in the “mash tun” (a big round tub). The malt is suspended in water, which must not be too hot, or the enzymes will be destroyed, or too cold, which would cause the digestive process to run too slowly. The ideal temperature is the “strike point”. The product of extraction is drained out of the bottom of the mash tun as “wort” and cooled to 16-20ºC. Another two additions of hot water produce two more yields of wort. The third is used as the starting wash for the next batch of malt. The first two washes are combined to provide the feedstock for fermentation.
The wort is fed into wooden or steel vessels, the “washback”, and yeast is added. In contrast to beer and wine production, Scotch malt whisky fermentations are not usually temperature controlled. Yeast consumes various sugars, including the remaining maltose, which makes up the largest amount of carbohydrate in the wort. Ethanol and other products are formed by the fermentation, as well as CO2. It also produces heat, and the temperature gradually rises for about 45 hours, at which point the yeast loses activity and slows down, mostly because it has run out of easily fermentable sugars.
As fermentation by yeast slows down, another kind of agent begins to work: Lactobacilli, bacteria related to those used to make yogurt. These bacteria carry out further transformation of the mash products for another 30 hours or so. They can utilize some carbohydrates that yeast cannot, and also digest dying yeast to produce novel end products. Lactobacilli also compete for glucose and can thereby reduce the subsequent alcohol content of fermentation.
A plethora of Lactobacillus species have been detected at various distilleries; 64 strains from 23 sites (3), including 4 never seen before. (The technology for this kind of discrimination is very recent; it is based on the molecular genetic analysis of the ribosomes of the bacilli.) Lactobacillus fermentation generates lactic acid, which in the presence of the alcohols produced by yeast fermentation can lead to the production of aromatic esters, especially during the distillation later. This late bacterial fermentation can change the composition, and the taste, of the final product (4). A given distillery has its own “signature” of Lactobacilli species, resident in the equipment, which is stable over time, but can change somewhat with different malt deliveries (3).
The product of mashing, called “wash”, is 8-9% alcohol, and malt production now diverges from beer making, which it resembles to this point: It’s time for distillation.
Distillation
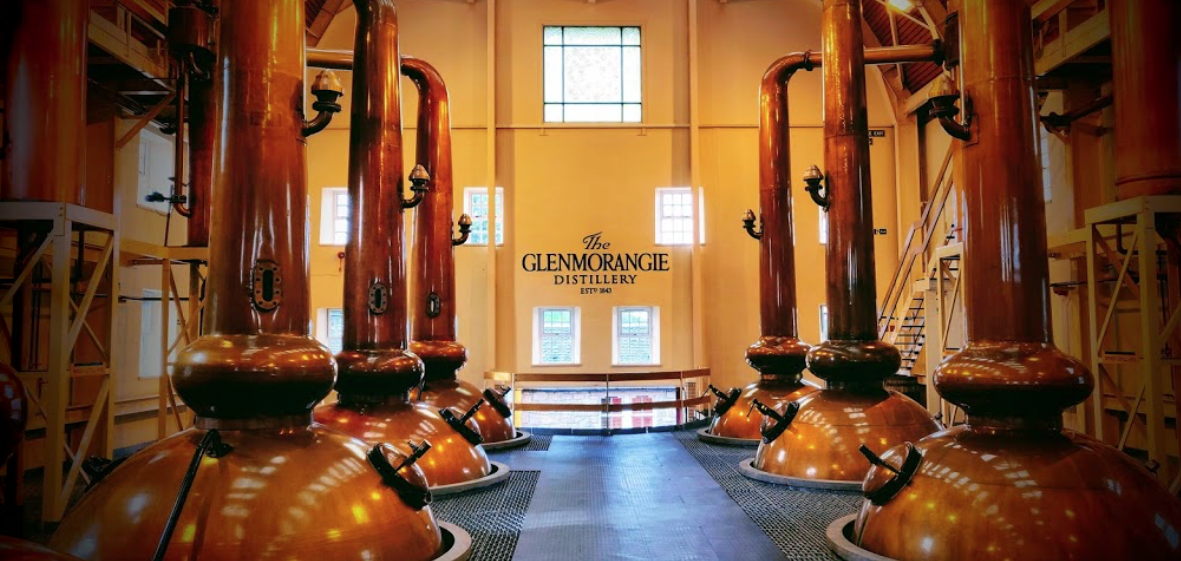
The nature of the equipment for distillation is another essential aspect of the production of Scotch whisky: it must be a copper “pot still” (picture below). Copper was originally used because it is malleable; it could be fashioned into a small pot still in a crofter’s bothie relatively easily. But it was then discovered that copper makes another important contribution. During the refluxing and distillation of the wash, copper reacts with sulfur and removes it from the distillate, altering the taste. Sulfur is present in amino acids produced from the protein that was part of the mash and the yeast used in fermentation. This contribution by copper is sacrificial: eventually, it must be replaced, as black copper sulfate encrusts the inside of the equipment.
For the first, or “wash”, distillation (Scotch whisky usually is distilled twice; Irish whisky, three times), the pot is heated to 78ºC, the boiling point of ethanol, well below that of water. Volatile components are boiled off and condensed. What is left behind is the “pot ale”, which can amount to 8 liters for every liter of distillate. The highly acidic pot ale is full of nutrients, and can be used for animal feed or as an alternative energy source (5). It is often mixed with the residual materials from the mash tun (“Draff”) for these purposes.
The wash distillation, the “low wine”, of about 20-25% ABV, is added to the spirit still. The spirit distillation is more nuanced: the first fraction boiling off, the foreshot, contains a number of highly volatile components, such as methyl alcohol, acetaldehyde, and ethyl acetate, which have an unpleasant taste, and for these three, are also dangerous to health. Nevertheless, there are some desirable components in the foreshot, and it is added to the next batch for spirit distillation. The end of the foreshot occurs when the condensate no longer clouds water. (Some producers simply time the foreshot.)
Distillate is captured until the ethanol content falls below a certain point. This second cut point is the beginning of the “feints”, which are collected separately and added to the next batch for spirit distillation, together with the foreshot. The end of the feints is taken either by the point where the distillate falls below 1% ethanol by volume, or may simply be timed. The feints are rich in the phenols characteristic of peaty taste, and when peat is part of the flavour spectrum, the second cut point is determined with care to include the desired amount of these. The spirit distillation product is usually around 70% ethanol, with significant differences between distillers.
The design of the still is an important variable. A tall still, run slowly at relatively low temperature, leads to more refluxing of the distillate, and condensing out of “heavier” components, as well as a greater reaction time between sulfur-containing materials and the copper pipes. An ascending link to the condenser (the “lyne arm”) also increases the reflux, and lightens the product. Cardhu uses this kind of design to remove more of the sulfurous components. Glenmorangie has the tallest stills in Scotland, at 17 feet, and produces some of the most delicate product. Dalwhinnie has more compact stills, to capture heavier components that are part of the taste they seek. Further variability is caused by exposure to heat in the spirit distillation, which causes a “browning reaction”. This produces chemicals which add a roasted flavour at low concentrations, but generate unpleasant “sulfphury notes” if they are too concentrated.
Barreling and storage
The “new make” whisky goes for maturation in oak barrels. All Scotch whisky must be aged for at least 3 years, but single malts are invariably aged for much longer — 10, 12, 16, 18 years, or longer (you can buy 40-year-old malt if you don’t mind spending a few thousand dollars). Oak aids oxidation and removes harshness. Second hand oak barrels are used, often American Oak ex-bourbon casks, which impart notes of vanilla and coconut, and produce a lighter colour of aged whisky. Used European sherry casks create rich flavours and darker colours. All casks are charred before use, which adds further complexity during years of contact with the ageing whisky. Charcoal removes some aromatic chemicals during ageing, and the wood just below the charred layer yields sugars, some of which have been soaked into it by previous contents like sherry or port. Another source of variation is the condition of storage of the barrels — often in sheds that, as at Laphroiag, are open to the weather blowing in from the sea.
The ageing whisky may be transferred to a second barrel at some point, to impart additional characteristics. Finally, the product is diluted with water to 40 – 45% ABV. Some of the best product may be sold at “cask strength”, with higher alcohol content, and from a single barrel. This is quite rare, and expensive.
The differences between new make whiskies from different distilleries can be understood, at least in principle, as arising from differences in malting, length of fermentation by yeast and Lactobacilli, differences in still design, and so forth. The real mystery, the true magic, happens in the barrel. We simply don’t know, beyond hand-waving generalizations, how the maturing malt whisky attains its final character.
The differences between single malts from different regions of Scotland, and from different distillers, is scientifically delineated in a recent paper (6). In that work, the researchers used a sophisticated method of analysis called “Fourier Transform Ion Cyclotron Resonance Mass Spectrometry”, which has the the still-formidable acronym FTICR-MS. In this methodology, different chemicals in a sample are ionized and then detected by differences in their charge-to-mass ratio as they circle around the magnetic field of a cyclotron. The important message from such analyses is that there are great variations between different malt whiskies, and even between different vintages of the same distillery. Greater variations than seen in the new makes.
The researchers, who were from three different labs in Germany and one in France, studied 150 whiskies from 49 distilleries around the world. What they found out about malt whisky is remarkable:
– over 1,700 components can be detected by FTICR-MS in a particular barrel-aged malt whisky (undoubtedly there are also others)
– malt whiskies from different distilleries contained different components, not surprisingly
– the components in malt whisky from a given distillery can change profoundly going from 10 years of barrel ageing to 15
– the composition of the finished whisky bears only a partial resemblance to the new make going into the barrel, or the components (there are many) that can be extracted with alcohol from the barrel itself. A few of the components of all 3 sources are shown in this graph. The distillate and final whisky show little resemblance.
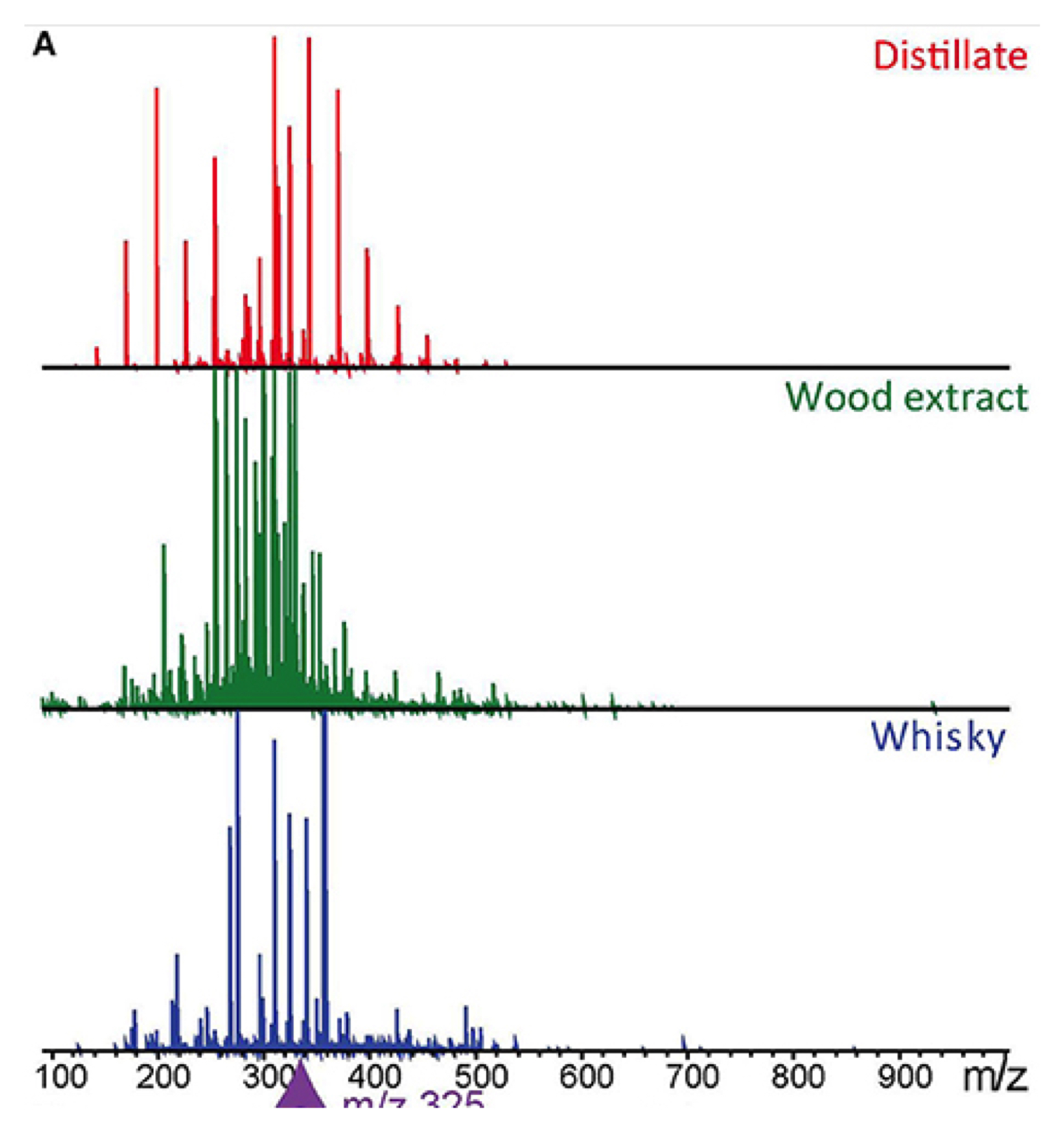
In fact, Roullier-Gall et al. found that, in this sample, only 15% of over 1,700 detectable components were common to the raw distillate and the finished whisky. Over 40% were found to be common between the barrel wood extract and the whisky. And a significant number of components were present in the finished whisky that weren’t found in either the distillate or the barrel wood. The authors use the term diagenesis, the recombination and rearrangement of constituents, to describe the ageing of whisky in barrels. That’s the real magic.
Of course, to this must be added the effect of adding a touch of water to the whisky just before drinking it, which is sworn to by expert malt drinkers universally.
Coda
What is astonishing is the way that variation develops during the production of a finished single malt Scotch whisky. Like the bell of a trumpet, that begins with a small opening and swells ever larger. All malts begin with just three ingredients, water, barley, and yeast. And it is claimed that variations in these three really make little difference — different sources of barley or yeast don’t have much of an impact (I’ll leave the water to the experts). Then the variations pile on. The malting process, and whether peat smoke is included. The length of time in the mash tun, allowing for partial enzymatic breakdown of starch and other carbohydrate, followed by bacterial fermentation by the Lactobacilli resident at a given distillery. The shape of the still, whether it is fat or thin, whether the lyne arm is long, short, inclined or at a depressed angle. The cut of spirit taken from the still, and how much of the feints are included. The nature of the barrels used, whether American bourbon barrels, European sherry casks, or others. The number of years, and whether the ageing nectar is transferred to a second type of barrel to add to its character.
So much complexity arising from such simplicity. It’s a miracle.

Go To Contents
Sources
1. Bryson, L. 2014. Tasting Whiskeys. Storey Publishing, North Adams, MA.
2. Lockhart, R. B. 1981. Scotch. The Whisky of Scotland in fact and story. Putnam and Company, London.
3. Simpson, K. L., B. Pettersson, and F. G. Priest. 2001. Characterization of lactobacilli from Scotch malt whisky distilleries and description of Lactobacillus ferintoshensis sp. nov., a new species isolated from malt whisky fermentations. Microbiology 147:1007-1016.
4. van Beek, S., and F. G. Priest. 2002. Evolution of the lactic acid bacterial community during malt whisky fermentation: a polyphasic study. Appl Environ Microbiol 68:297-305.
5. Leinonen, I., M. MacLeod, and J. Bell. 2018. Effects of Alternativve Uses of Distillery Bi-Products on the Greenhouse Gas Emissions of Scottish Malt Whisky Production: A System Expansion Approach. Sustainability 10:1473.
6. Roullier-Gall, C., J. Signoret, D. Hemmler, M. A. Witting, B. Kanawati, B. Schäfer, R. D. Gougeon, et al.2018. Usage of FT-ICR-MS Metabolomics for Characterizing the Chemical Signatures of Barrel-Aged Whisky. Frontiers in Chemistry 6:29.



{kind=link}
{kind=link}